Inventory Shortages in Manufacturing: Causes, Challenges, and Smart Solutions

Introduction
In manufacturing, a single delay in getting materials can throw an entire schedule off balance. A shipment that’s late by a day, or a missing batch of parts, might mean idle machines, overtime costs, and unhappy customers. While every factory aims to keep the supply chain smooth, real-world problems pop up more often than managers would like to admit. One of the toughest and most costly? Running out of inventory right when demand is at its peak.
Read Also : Transform Your Workplace with 5S: The Lean Secret to Efficiency and Growth
What Causes Inventory Shortages?
Stock shortages often have a backstory, with one issue setting off a domino effect that disrupts production.
1. Unreliable suppliers – Imagine depending on one supplier for a crucial component and they miss their shipping date. Your production line stops before lunch.
2. Bad demand forecasting – If you guess low on next month’s sales and order less stock, a sudden order rush will leave you scrambling.
3. Production hiccups – A key machine breaks down or a skilled worker is absent. Output slows and stock starts to run dry.
4. Transport delays – Weather, customs clearance, or even a driver shortage can hold up deliveries.
5. Weak inventory control – On paper, the numbers might look fine, but without live tracking, the shelves can tell a very different story.
What are the Common Supply Chain Problems in Manufacturing?
Stock shortages are just one symptom of deeper supply chain weaknesses.
1. Poor communication between teams – If procurement, production, and sales aren’t talking regularly, even small misalignments can snowball into bigger problems.
2. Over-reliance on single suppliers – A common trap in manufacturing that leaves you exposed when that supplier falters.
3. High storage costs – Sometimes the problem isn’t too little stock but too much, eating up space and cash.
4. Rapid demand changes – Trends, seasons, or sudden bulk orders can flip your stock levels overnight.
5. Outdated systems – Outdated systems or incompatible tools slow responses and make it harder for managers to see what’s really happening across the supply chain.
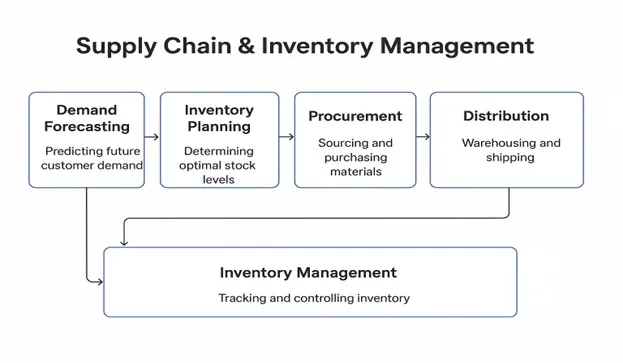
How to Address These Challenges?
Manufacturers can adopt several strategies to reduce inventory shortages and strengthen their supply chain:
1. Improve Demand Forecasting: Look at past sales patterns and market signals to forecast demand more accurately, then tweak stock orders to match.
2. Develop Strong Supplier Relationships: Work closely with suppliers to improve reliability, share forecasts, and create contingency plans.
3, Implement Inventory Management Systems: Use real-time tracking systems—such as ERP software or barcode scanners—to keep your inventory records up to date and accurate.
4. Enhance Cross-Department Collaboration: Set up frequent meetings between procurement, production, and sales teams to plan together and avoid misalignment.
5. Diversify Suppliers: Identify multiple sources for key materials to reduce dependency and mitigate risks.
6. Optimize Logistics: Plan delivery paths ahead of time and stick with reliable logistics partners who can deliver on their promises.
Role of Human Factors in Supply Chain and Inventory Management
While software and tools get a lot of attention, it’s often people who make or break supply chain performance.
1. Clear communication – Quick updates prevent small issues from becoming big ones.
2. Strong leadership – Leaders who react fast to problems help teams adapt before things spiral.
3. Training – Skilled staff can spot and fix errors early.
4. Defined responsibility – When everyone knows what they own, tasks don’t slip through the cracks.
5. Problem-solving mindset – Flexibility helps teams bounce back from sudden disruptions.
6. Supplier trust – Long-standing supplier relationships often pay off when deadlines are tight and quick cooperation is needed.
How Mathematical & Statistical Techniques in Supply Chain and Inventory Management?
| Technique | Purpose | Description |
| Time Series Analysis | Demand Forecasting | Using historical trends to estimate future demand. |
| Regression Analysis | Demand Forecasting | Linking sales changes to price, season, or promotions. |
| Economic Order Quantity (EOQ) | Inventory Control | Calculates optimal order size to minimize total costs (ordering + holding). |
| Reorder Point (ROP) | Inventory Control | Determines inventory level to trigger a new order to avoid stockouts. |
| Safety Stock Calculation | Inventory Control | Sets buffer stock based on demand variability and lead time uncertainty. |
| Statistical Quality Control (SQC) | Quality Monitoring | Uses control charts to monitor production quality and process stability. |
| Linear Programming | Optimization | Allocates resources optimally (e.g., production, transportation) under constraints. |
| Simulation Modeling | Risk Assessment | Uses simulations (e.g., Monte Carlo) to analyze uncertainty in demand and supply chain events. |
| Inventory Turnover Ratio | Performance Measurement | This metric reveals how fast products move through your inventory, which reflects how well stock is being managed. |
How to Implement?
1. Time Series Analysis
i. Gather historical demand data for your products.
ii. Identify patterns such as seasonality and trends.
iii. Apply forecasting methods like Moving Average or Exponential Smoothing.
2. Regression Analysis
i. Collect demand data along with influencing variables like price, promotions, and seasonal factors.
ii. Run regression analysis using tools like Excel, R, or Python to identify demand drivers.
iii. Use the results to adjust inventory levels according to predicted demand changes.
3. Economic Order Quantity (EOQ)
i. Find your annual demand, ordering cost, and holding cost per unit.
ii. Use the formula: EOQ = √(2 × Demand × Ordering Cost ÷ Holding Cost).
4. Reorder Point (ROP)
i. Calculate your average daily demand and average supplier lead time.
ii. Use the formula: ROP = (Daily Demand × Lead Time) + Safety Stock.
5. Safety Stock Calculation
i. Determine the variability in demand and lead time.
ii. Use: Safety Stock = Z × σLT, where Z is the service level factor and σLT is the standard deviation of demand during lead time.
iii. Maintain safety stock to prevent shortages during unexpected delays.
6. Statistical Quality Control (SQC)
i. Take regular samples from production batches.
ii. Plot control charts (X-bar, R, or p-chart) to monitor quality.
7. Linear Programming
i. Define your decision variables (e.g., quantities to produce or ship).
ii. Set your objective function (minimize cost or maximize output).
iii. Add constraints like capacity, budget, or delivery deadlines.
iv. Solve using Excel Solver, LINGO, or similar optimization tools.
8. Simulation Modeling
i. Identify uncertainties such as variable demand or fluctuating lead times.
ii. Build a model using tools like Excel, Arena, or Python.
iii. Run simulations to test how different scenarios affect performance.
9. Inventory Turnover Ratio
i. Calculate using: Inventory Turnover = Cost of Goods Sold ÷ Average Inventory.
ii. Track this ratio regularly to measure inventory efficiency.
iii. Adjust purchasing and production plans to maintain optimal turnover.
Read Also : Lean and Sustainable Textile Production: Reducing Environmental Impact
Conclusion
Running a smooth supply chain isn’t about avoiding every problem—it’s about spotting risks early and acting fast. By combining smart forecasting, reliable suppliers, better tracking systems, and strong human teamwork, manufacturers can reduce costly shortages and keep production moving. A well-run supply chain does more than cut costs — it builds trust, keeps customers loyal, and strengthens your brand.
For an in-depth understanding, please refer to our book, “Academic Research Fundamentals: Research Writing and Data Analysis”. It is available as an eBook here, or you may purchase the hardcopy here .