Lean Production Scheduling: Balancing Demand and Capacity in Textile Mills

Introduction
The textile industry operates in a world of constant change — shifting fashion trends, seasonal peaks, sudden bulk orders, and fluctuations in raw material supply. Meeting deadlines while keeping production costs under control is one of the toughest challenges mills face. Lean Production Scheduling in Textile Mills helps manufacturers balance efficiency and demand by reducing waste, optimizing workflows, and improving production planning. Too much production can leave warehouses filled with unsold stock, while too little can result in missed orders and unhappy customers.
Lean production scheduling offers a practical solution. Instead of running machines at full capacity all the time, Lean focuses on producing only what is needed, when it is needed, using the available resources as efficiently as possible. By balancing customer demand with production capacity, textile mills can maintain steady operations, reduce waste, and remain competitive in a fast-moving market.
The Problem of Imbalance in Textile Scheduling
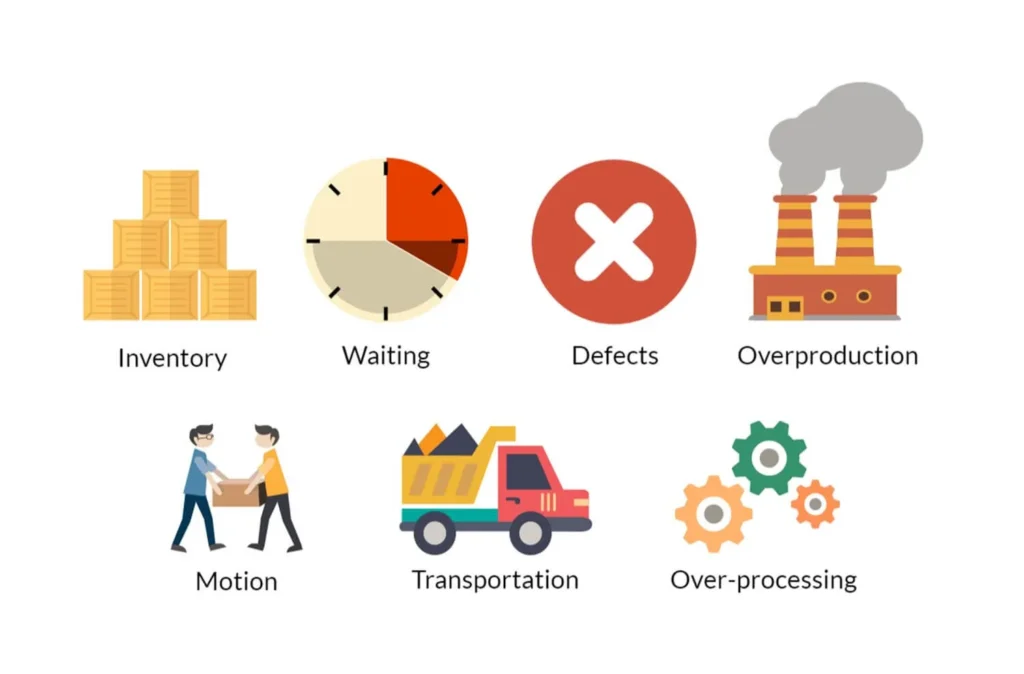
When demand and capacity are misaligned, problems multiply quickly:
1. Overproduction: Making more than needed ties up capital in inventory and risks fashion trends shifting before stock is sold.
2. Underproduction: Failing to meet demand can push customers toward competitors.
3. Bottlenecks: Certain machines or processes become overloaded while others sit idle.
4. Excess Overtime Costs: Last-minute rushes require paying extra for labor and expedited shipping.
5. Waste Generation: Unused materials and rejected products lead to higher disposal costs.
Lean production scheduling tackles all these issues by planning work around both real-time demand and available capacity.
How to Solve the Imbalance in Textile Scheduling
Balancing demand and capacity in textile mills isn’t about pushing machines to their limits — it’s about creating a steady, predictable flow of work that meets customer needs without overloading resources. Here’s how to achieve it:
1. Understand True Production Capacity
i. What to Do: Measure the actual output each machine and team can deliver under normal conditions — not theoretical maximums.
ii. Why It Works: Many mills overestimate capacity, leading to unrealistic schedules that cause bottlenecks.
Example: If a weaving machine can produce 1,000 meters per shift on paper but only 900 meters in real life due to maintenance and setup times, schedule based on 900, not 1,000.
2. Implement Takt Time Planning
i. What to Do: Calculate the pace of production needed to meet demand without overproducing.
ii. Formula: Talk time = Availability Production time / customer demand
iii. Why It Works: Keeps production aligned with market demand instead of guesswork.
3. Use Level Loading (Heijunka)
i. What to Do: Spread production evenly over time instead of producing in big batches for one product and then switching entirely to another.
ii. Why It Works: Avoids periods of extreme workload followed by idle time.
Example: Instead of producing all summer fabrics in two weeks, schedule smaller daily batches over several weeks.
4. Shorten Changeover Times (SMED)
i. What to Do: Prepare tools, materials, and dyes in advance to reduce downtime between fabric type or color changes.
ii. Why It Works: Increases flexibility to switch orders without disrupting the schedule.
Read More : How SMED Reduces Loom Downtime in Textile Plants
5. Prioritize Maintenance to Avoid Downtime
i. What to Do: Include planned maintenance in the schedule rather than treating it as an afterthought.
ii. Why It Works: Prevents unexpected breakdowns that throw off delivery timelines.
6. Use Visual Scheduling Tools
i. What to Do: Apply Kanban boards, Gantt charts, or real-time dashboards to monitor work progress.
ii. Why It Works: Allows quick adjustments if delays occur in one process.
7. Review and Adjust Daily
i. What to Do: Hold short daily production meetings to review actual progress versus the plan.
ii. Why It Works: Small corrections early prevent big scheduling problems later.
What are the Lean Principles Applied to Textile Scheduling
Using tools like Value Stream Mapping allows textile managers to identify bottlenecks and design smoother production flows.
1. Pull-Based Production
Instead of producing fabric and garments based on guesswork, Lean emphasizes making products only after customer demand is confirmed. For example, a mill might start weaving after a confirmed order from a clothing brand, rather than producing large batches “just in case.”
2. Takt Time Calculation
Takt time is the pace at which goods must be produced to meet customer demand without overproducing. In a textile mill, this could mean:
i. If demand is 10,000 meters of fabric per week and available production time is 5,000 minutes, takt time would be 0.5 minutes per meter.
ii. Each process (weaving, dyeing, finishing) can then be aligned to this rate, reducing overwork and idle time.
3. Level Loading (Heijunka)
Fashion seasons often bring sudden spikes in certain product types, such as bright prints before summer. Lean scheduling spreads the workload evenly across days and weeks so the mill doesn’t experience intense pressure one week and empty shifts the next.
4. Shorter Changeovers (SMED)
Switching machines from one fabric type or color to another can take hours. By streamlining setup processes — for example, preparing dyes in advance or organizing machine tools efficiently — mills can reduce downtime and increase flexibility in their schedule.
5. Real-Time Monitoring and Adjustment
Installing dashboards or using Kanban boards gives managers instant visibility into order progress. If a weaving machine breaks down, tasks can be quickly reassigned to keep delivery dates on track.
Step-by-Step Lean Scheduling Approach for Textile Mills
| Step | Action | Why It Matters |
| 1 | Assess current machine capacity and operator availability | Identifies realistic production limits |
| 2 | Review order backlog and forecasted demand | Prevents overproduction and underproduction |
| 3 | Calculate takt time for each product line | Keeps production aligned with real demand |
| 4 | Level workloads across machines and shifts | Avoids bottlenecks and idle time |
| 5 | Reduce changeover times with SMED techniques | Improves responsiveness to urgent orders |
| 6 | Monitor schedules daily and adjust as needed | Maintains flexibility in a changing market |
Practical Example: Lean Scheduling in Action
Scenario:
A textile mill receives an order for 25,000 meters of cotton fabric, due in four weeks.
Traditional Approach:
i. Machines run continuously at maximum capacity.
ii. Extra fabric is made “just in case.”
iii. Unplanned downtime in dyeing creates a bottleneck, causing delays in finishing.
Lean Scheduling Approach:
i. Capacity is checked: weaving 7,000 m/week, dyeing 6,000 m/week, finishing 6,500 m/week.
ii. Takt time is set to match delivery needs (6,250 m/week).
iii. The schedule is leveled so each process runs at a steady pace.
iv. Changeovers are minimized by grouping similar fabric types.
v. Daily reviews catch delays early, so resources are reallocated before deadlines are missed.
Result:
i. On-time delivery without overproduction.
ii. Reduced overtime and storage costs.
iii. Improved machine utilization and worker productivity.
Statistical Techniques Commonly Used to Solve Imbalance in Textile Production Scheduling:
| Statistical Technique | Purpose | Application in Textile Mills |
| Time Series Forecasting | Predict future demand patterns | Use past sales/orders to plan fabric production schedules |
| Moving Average & Weighted Average | Smooth fluctuations in demand data | Determine average order quantity over weeks/months |
| Regression Analysis | Identify relationships between variables | Link demand to seasonal factors, promotions, or market trends |
| Control Charts (SPC) | Monitor process stability | Track fabric quality or production speed against set limits |
| Capacity Utilization Analysis | Measure actual vs. planned output | Find underused or overburdened machines |
| Queuing Theory | Optimize workflow and reduce waiting time | Plan machine and operator allocation during peak load |
| ABC Analysis | Prioritize production based on value/demand | Focus on high-value or high-demand fabrics first |
| Bottleneck Analysis | Identify and address production slow points | Analyze where delays occur in weaving, dyeing, or stitching lines |
Benefits of Lean Production Scheduling in Textiles
On-Time Delivery – Meeting deadlines without the stress of last-minute rushes.
Lower Waste – Avoiding excess production and material spoilage.
Better Resource Use – Machines and workers are kept busy without overload.
Cost Savings – Reduced overtime, storage, and rework expenses.
Flexibility – Ability to handle urgent orders without disrupting ongoing work.
Conclusion
Efficient production scheduling is no longer just about meeting deadlines—it’s about creating a smooth balance between what the market needs and what the mill can deliver. By applying Lean principles, textile manufacturers can align capacity with demand, reduce bottlenecks, and make better use of time, materials, and manpower. The result is a production flow that adapts quickly to changes, minimizes waste, and consistently delivers quality on schedule. In a competitive and fast-changing textile market, mastering this balance is not only good practice—it’s the key to long-term growth and sustainability.
Discover how our Lean Six Sigma Consulting Services combine strategic insight, practical tools, and industry knowledge to help organizations achieve sustainable improvements in performance and efficiency.